- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Pochopenie kŕmenia drôtov pri laserovom zváraní
2025-01-20
Technológia kŕmenia drôtov v laserovom zváraní je kľúčovou súčasťou dosiahnutia vysoko kvalitného zvárania. Primeraným výberom drôtového materiálu, priemeru, metódy napájania drôtu a presným reguláciou rýchlosti napájania drôtov, účinnosť zvárania a kvality kĺbu je možné účinne zlepšiť. Nasledujú podrobnosti pracovný princíp podávača drôtu, výber drôtov, rýchlosť podávania drôtu a ďalšie technické body.
1. Pracovný princíp podávača drôtu
Podávač drôtu je zariadenie špeciálne používané na dodanie zváracieho drôtu do zváracej oblasti laserového zvárania. Jeho pracovný proces obsahuje nasledujúce hlavné odkazy:
Napájací motor vodiča:Podávač drôtu poháňa systém napájania drôtu cez motor, aby zatlačil zvárací drôt do zváracej pištole.
Podávacia trubica:Podávač drôtu privádza zvárací drôt do zváracej pištole cez štíhle dodávkové potrubie. Rúrka podávača drôtu je obvykle navrhnutá v zakrivenom tvare, aby sa zabezpečilo, že zvárací drôt sa dá hladko napájať.
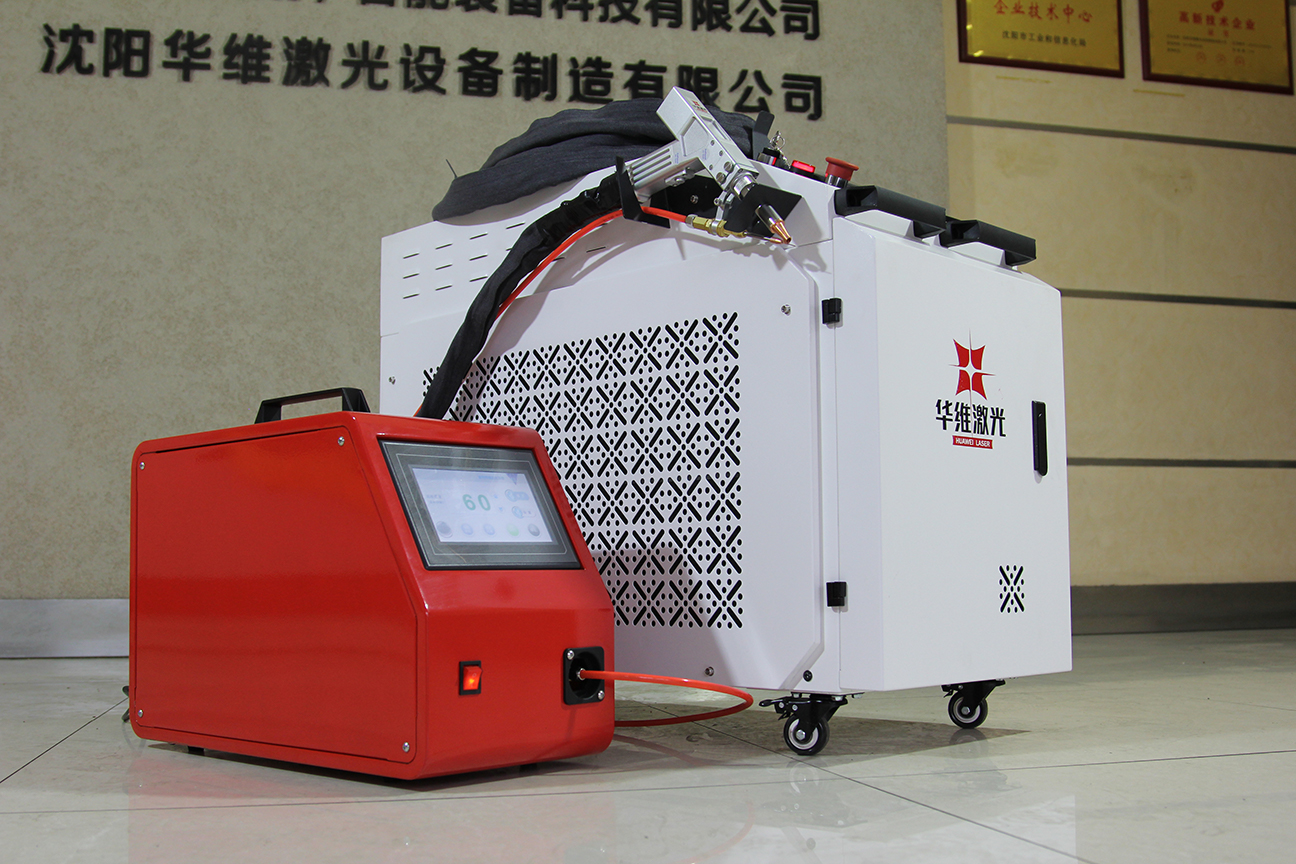
Drôtová tryska:Zvárací drôt dodaný do zváracej pištole vstupuje do zváracej oblasti laserového lúča cez dýzu a pôsobí na zváraciu časť spolu s laserovým lúčom.
Systém na kŕmenie drôtov zvyčajne musí synchrónne spolupracovať s laserovým zváracím zariadením, aby sa zabezpečilo presné dodanie zváracieho drôtu a účinné ožarovanie laserového lúča, čím sa zabezpečilo stabilitu roztaveného bazénu a kvalitu zváraného kĺbu.
2. Výber materiálov zváračských drôtov
Výber materiálu zváračského drôtu priamo ovplyvňuje kvalitu zvárania a pevnosť kĺbu. Rôzne základné materiály vyžadujú rôzne typy zváracieho drôtu na zabezpečenie výkonu zváraného kĺbu. Medzi bežné zváracie drôtové materiály patrí zvárací drôt z nehrdzavejúcej ocele, zváracie drôty z hliníkovej zliatiny, zvárací drôt meďnatého atď. Pri výbere je potrebné zvážiť nasledujúce faktory:
Zodpovedanie základného materiálu:Chemické zloženie zváracieho drôtu by sa malo zhodovať so základným materiálom, aby sa zabránilo zváraniu defektov v dôsledku nekompatibility materiálu.
Požiadavky na mechanické vlastníctvo:Mechanické vlastnosti (napríklad pevnosť, tvrdosť atď.) Materiálu zváracieho drôtu by mali spĺňať požiadavky na aplikáciu, aby sa zabezpečilo, že kĺb má dostatočnú pevnosť.
Odolnosť proti korózii a vysoký teplotný odpor: V prípade častí používaných v určitých špeciálnych prostrediach musia spĺňať aj odolnosť proti korózii a vysoký teplotný odpor zváracieho drôtu.
3. Výber priemeru drôtu
Veľkosť priemeru drôtu priamo ovplyvňuje množstvo plniva, reguláciu roztaveného bazénu a rýchlosť zvárania zvárania. Rozsah priemeru spoločného drôtu je zvyčajne medzi 0,8 mm a 2,4 mm a špecifický výber závisí od nasledujúcich faktorov:
Hrúbka materského materiálu: zváranie tenkého dosky zvyčajne používa tenší drôt (napríklad 0,8 mm alebo 1,0 mm) na presné ovládanie roztaveného bazénu, zatiaľ čo hrubé dosky vyžadujú hrubší drôt (napríklad 1,6 mm alebo 2,0 mm) na zabezpečenie dostatočného materiálu plniv.
Zváracia pozícia:V prípade vodorovných alebo visiacich zváračských spojov sa tenšie drôty ľahšie regulujú roztavený bazén a znižujú defekty zvárania spôsobené nadmernými roztavenými bazénmi.
Zváracia sila:Laserový systém s vyšším výkonom sa môže vyrovnať hrubším drôtom, aby sa poskytol viac kovu plniva, ktorý spĺňa požiadavky na zváranie s vysokým pevnosťou.
Výber pravého priemeru drôtu pomáha zlepšovať účinnosť zvárania, znižovať chyby zvárania a zabezpečiť kvalitu zváraného kĺbu.
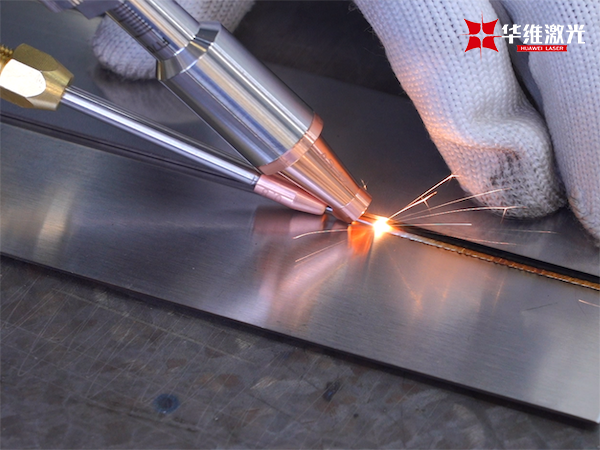
4. Ako vložiť drôt do zváracej pištole
Drôt sa zvyčajne privádza do zváracej pištole cez rúrku drôtu podávača drôtu. Proces kŕmenia zváracieho drôtu do zváracej pištole je veľmi presný a zvyčajne existuje niekoľko spôsobov:
Mechanický systém navádzania drôtov:Zvárací drôt je vložený do trubice napájania drôtu motorom a hnacím kolesom a potom sa zvárací drôt privádza do laserovej zváracej oblasti cez vodiaci systém.
Pneumatický systém napájania drôtov:Plyn (ako je dusík alebo stlačený vzduch) sa používa na tlačenie zváracieho drôtu pozdĺž drôtovej trubice. Táto metóda je relatívne jednoduchá, ale vyžaduje presné ovládanie prúdenia vzduchu, aby sa zabránilo odklonu alebo uviaznutiu vodiča zvárania.
Proces napájania drôtu musí zabezpečiť, aby zvárací drôt bol hladký, neporušený a nezasahuje do iných komponentov. Dizajn zváracej pištole má zvyčajne vodiace zariadenie na zabezpečenie presného dokovania zváracieho drôtu s laserovým lúčom.

5. Ovládanie rýchlosti napájania drôtu
Rýchlosť napájania drôtu je jedným z kľúčových parametrov pri zváraní laserom. Výber rýchlosti napájania drôtu musí zvážiť laserový výkon, rýchlosť zvárania, priemer drôtu a veľkosť roztaveného bazénu. Rýchlosť napájania drôtu sa zvyčajne musí synchronizovať s rýchlosťou laserového zvárania, aby sa zabezpečilo, že zvárací drôt môže byť privádzaný do roztaveného bazénu stabilnou rýchlosťou.
Nadmerná rýchlosť napájania drôtu:Môže spôsobiť príliš veľa kovu plniva, zvýšiť roztavený kĺb kĺbu príliš veľký alebo prehĺbenie, čo môže spôsobiť chyby zvárania.
Príliš pomalá rýchlosť napájania drôtu:Môže to viesť k nedostatočnému zváraniu drôtu, príliš malému roztavenému bazénu, nedostatočnej pevnosti zváracieho kĺbu a dokonca ani neúplnému zváraniu.
Aby sa presná riadila rýchlosť napájania drôtov, moderné podávače drôtov sú vo všeobecnosti vybavené vysoko presnými riadiacimi systémami, ktoré môžu automaticky upravovať rýchlosť napájania drôtu podľa spätnej väzby procesu zvárania v reálnom čase (ako je laserový výkon, rýchlosť zvárania, teplota roztaveného fondu atď.), Aby sa zabezpečila stabilita a vysoká kvalita procesu zvárania.

Ak sa chcete dozvedieť viac o technológii laserového zvárania a riešeniach kŕmenia drôtov, kontaktujte Huawei Laser. Huawei Laser sa zameriava na výskum a vývoj a aplikáciu technológie laserového zvárania, poskytuje komplexnú technickú podporu a prispôsobené služby, ktoré spoločnosti pomáhajú zlepšiť technológiu zvárania a efektívnosť výroby.