- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

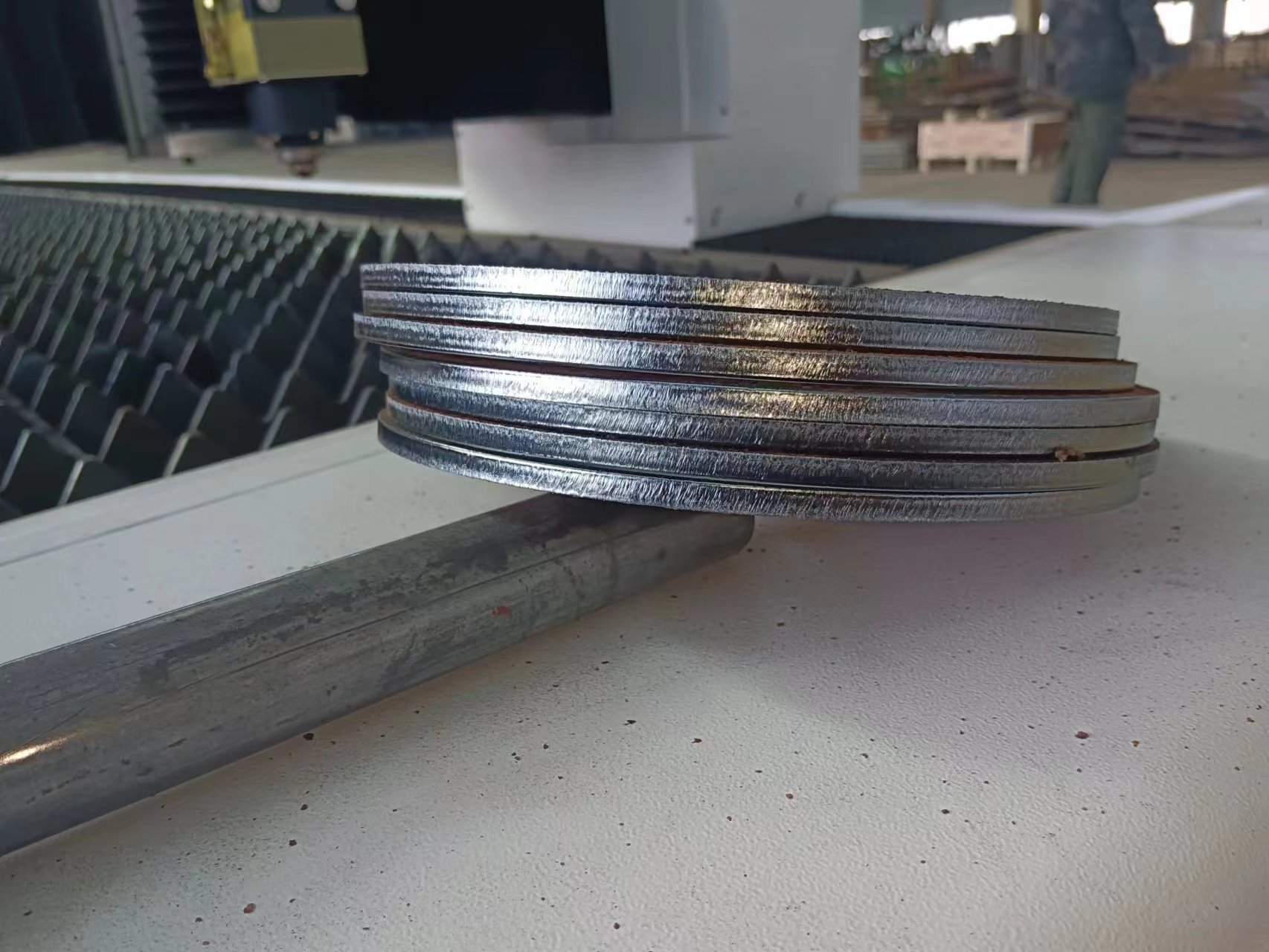
Laserová rezanie uhlíkovej ocele: riešenie bežných výziev a riešení
2025-02-20
1. Striations, drsný povrch a drzosť na dne
Dôvody:
Nadmerný tlak plynu: Vysoký tlak plynu môže ovplyvniť kvalitu rezania, čo vedie k drsnému povrchu a dokonca k tvorbe strúhania.
Pomalá rýchlosť rezania: Pomalá rýchlosť rezania spôsobuje, že laserový lúč zostane príliš dlho v kontakte s kovovým povrchom, čo vedie k nadmernej koncentrácii tepla v reznej ploche a tvorbe strúhania na dne.
Zameranie príliš vysoké: Nesprávne stanovený vysoký bod zaostrenia spôsobuje nerovnomerné rozdelenie laserovej energie, čo vedie k drsnému povrchu a akumulácii strúhania na dne.
Riešenie:
Znížte tlak plynu: Upravte tlak plynu, aby sa zabránilo nadmernému tlaku, ktorý môže viesť k drsným povrchom.
Zvýšte rýchlosť rezania: Zvýšte rýchlosť rezania, aby ste zaistili, že laserový lúč prechádza rýchlo, čo bráni prehriatiu.
Znížte bod zaostrenia: Znížte bod zaostrenia, aby ste zaistili, že laserová energia je sústredená na optimálne miesto rezania, minimalizuje zóny postihnuté teplom a zlepšuje kvalitu rezania.

2. Vyhorené okraje a žltnutie
Dôvody:
Zameranie príliš vysoké: Keď je bod zaostrenia príliš vysoký, laserová energia sa sústreďuje na povrch, čo vedie k prehriatiu a spôsobujúcej spálenie a žltnutie.
Nadmerný tlak plynu: Vysoký tlak plynu môže spôsobiť, že laserový lúč zasiahne materiál v nesprávnom uhle, čo vedie k prehriatiu alebo oxidácii, čo vedie k žltnutiu.
Nadmerná laserová energia: Vysoký laserový výkon môže nadmerne zahrievať povrch materiálu, čo spôsobuje pálenie alebo sfarbenie.
Riešenie:
Znížte bod zaostrenia: Upravte zaostrenie tak, aby sa zaistilo, že laserová energia je zameraná presne na bod rezania, čím sa bráni prehriatiu.
Znížte tlak plynu: Zníženie tlaku plynu vám môže pomôcť vyhnúť sa nadmernému prúdu vzduchu, ktorý narúša proces rezania a znižuje oxidáciu.
Znížte priemer dýzy: Znížením priemeru dýzy je prietok plynu koncentrovaný, čo pomáha predchádzať disperzii tepla a znižuje výskyt spálených okrajov.
Znížte laserový výkon: Znížte laserovú energiu, aby ste predišli nadmernému zahrievaniu povrchu materiálu, čím sa zníži riziko spálených hrán alebo žltnutia.

3. Dobrá kvalita rezania v hornej časti, sucho na spodnej časti
Dôvody:
Zameranie príliš vysoké: Vysoký bod zaostrenia vedie k nedostatočnému preniknutiu laserového lúča, čo vedie k nečistým rezom na dne a tvorbe strúhania.
Nízky tlak plynu: Nedostatočný tlak plynu nedokáže účinne odstraňovať roztavenú trosku, čo spôsobuje drzosť na dne.
Rýchlosť rezania príliš rýchlo: Rýchla rýchlosť rezania vedie k tomu, že laserový lúč trávi príliš málo času materiálu, čo bráni dostatočnému použitiu tepla, čo spôsobuje neúplné topenie v spodnej časti a tvorba strúhania.
Riešenie:
Znížte rýchlosť rezania: Znížte rýchlosť rezania, aby sa laserový lúč zostal na materiáli na dlhšiu dobu, čím sa zabezpečí dostatočné odstránenie trosky.
Znížte bod zaostrenia: Upravte zaostrenie tak, aby sa zabezpečilo, že laserový lúč prenikne do materiálu efektívnejšie a zlepšuje kvalitu rezania v spodnej časti.
Zvýšte tlak plynu: Zvýšte tlak plynu, aby ste pomohli vylúčiť roztavenú trosku, čím sa bráni jej akumulácii na dne.
Bežné problémy, ktoré sa vyskytujú počas laserového rezania uhlíkovej ocele, sa zvyčajne dajú vyriešiť nastavením parametrov rezania, ako je tlak plynu, bod zaostrenia a rýchlosť rezania, ako aj optimalizácia konfigurácie zariadenia. Jemne doladením týchto parametrov je možné zvýšiť kvalitu rezania, minimalizované defekty povrchu a celková účinnosť výroby sa zlepšila. Spoločnosti zapojené do rezania laserom by mali vybrať vhodné nastavenia na základe charakteristík materiálov a špecifických požiadaviek na proces, aby sa dosiahli optimálne výsledky rezania.
Viac informácií o technológii laserového rezania alebo na vyriešenie konkrétnych problémov sa obráťte na náš tím technickej podpory. Sme odhodlaní poskytnúť vám najlepšiu pomoc.
Kontaktné informácie:
Huawei laser
E -mail: huaweilaser2017@163.com
Webová stránka: www.huawei-laser.com
Predchádzajúce:Aplikácia Laser Cutter v lekárskom priemysle