- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Vplyv tlaku plynu na kvalitu povrchu rezania laserom
2025-02-26
Technológia rezania laserom sa široko používa v rôznych oblastiach vďaka svojim výhodám, ako je vysoká presnosť a vysoká účinnosť. Viete však, že veľkosť tlaku plynu počas rezania laserom má zásadný vplyv na sekciu rezania?
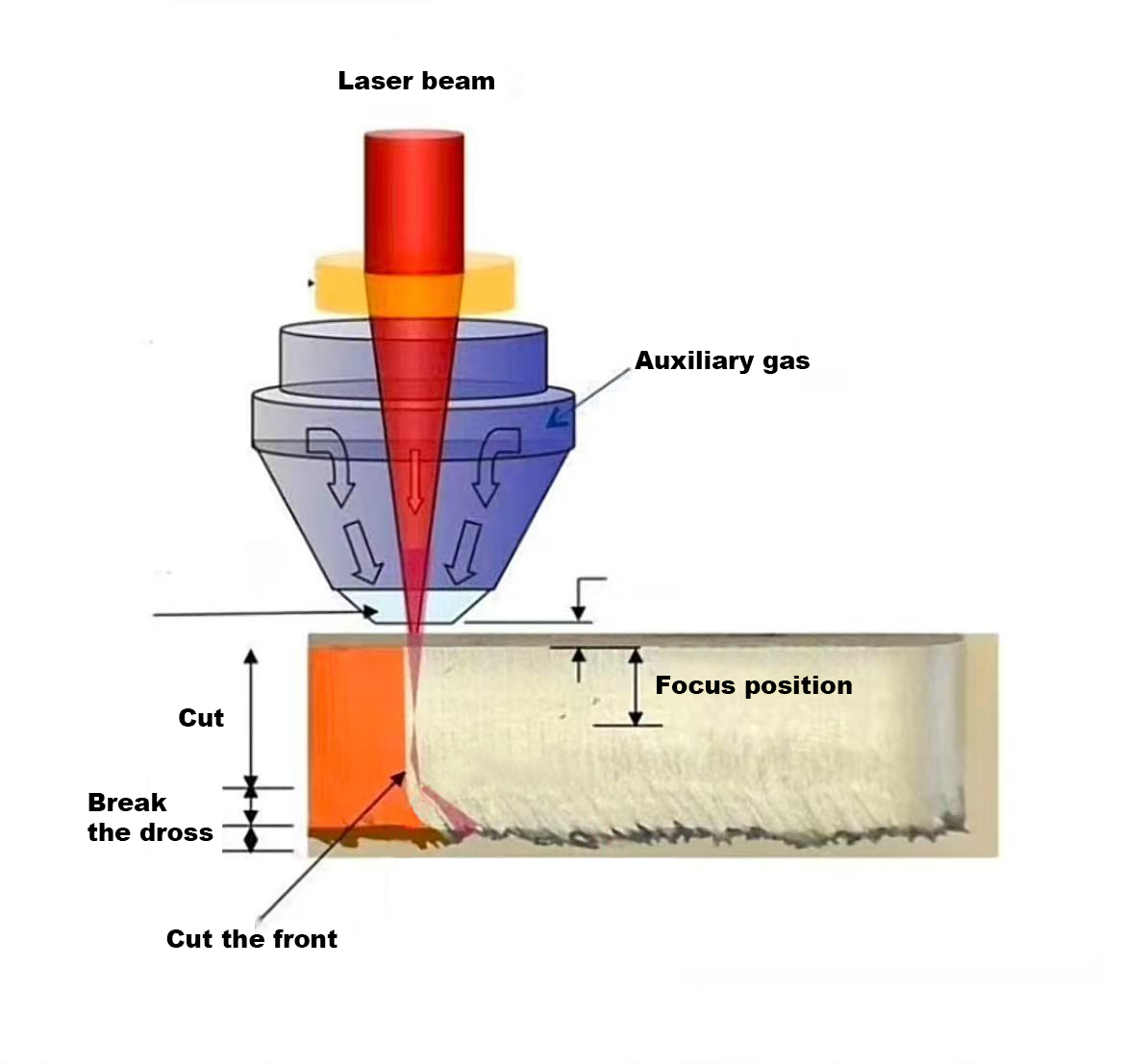
Laserové rezanie využíva vysokú energiu lasera na okamžité odparovanie kovu a pomocou pomocného plynu vyhodí trosku na povrch obrobku na dokončenie rezania. Rezárny plyn pomáha nielen rozptýliť teplo a pomáhať spaľovaniu, ale tiež odfúkne roztavené škvrny, aby sa rezná sekcia stala hladkou. Keď sa však zmení tlak plynu, sekcia rezania bude tiež predstavovať rôzne stavy.
Ak je tlak rezného plynu príliš nízky, troska v procese rezania sa nedá účinne vyfúknuť, čo vedie k tomu, že niektoré roztavené škvrny zostanú na spodku obrobku. Po ochladení budú tieto zvyškové roztavené škvrny tvoriť otrepy, ktoré ovplyvňujú plynulosť rezného povrchu a znižujú kvalitu rezania. Okrem toho príliš nízky tlak plynu môže tiež sťažiť laserový lúč preniknúť do materiálu, zvýšiť čas perforácie a tak skrátiť účinnosť výroby a rýchlosť rezania. Z dlhodobého hľadiska to ovplyvní nielen presnosť rezania, ale tiež spôsobí roztavené škvrny na povrchu obrobku, čím sa ďalej zhoršuje problém kvality rezania.

Na druhej strane, keď je tlak rezacieho plynu príliš vysoký, rezanie sa môže javiť ako drsný a zvyšuje sa šírka rezania. Nadmerný tlak plynu spôsobí nadmerné vyfúknutie v reznej oblasti, čo spôsobí čiastočné topenie povrchu rezania, čím ovplyvní rovinnosť rezného povrchu a sťažuje tvorbu ideálnej reznej časti. Najmä v bode penetrácie nadmerný tlak plynu zhorší topenie, čo bude mať za následok väčší bod topenia, čo ďalej ovplyvňuje kvalitu rezania.

V skutočnom procese rezania laserom musí byť kontrola tlaku plynu presne upravená podľa typu, hrúbky a požiadaviek na rezanie materiálu. Rôzne materiály majú rôzne požiadavky na tlak plynu. Napríklad pri rezaní bežnej uhlíkovej ocele sa požadovaný tlak rezania plynu znižuje, keď sa zvyšuje hrúbka materiálu; Zatiaľ čo v prípade materiálov z nehrdzavejúcej ocele by sa tlak rezného plynu mal podľa toho zvyšovať so zvyšovaním hrúbky materiálu. Primeranou úpravou tlaku plynu sa môže účinne vyhnúť zvyškovým roztaveným škvrnám alebo nadmernému topeniu počas procesu rezania, čím sa zabezpečí hladký a jemný povrch a spĺňa výrobné normy.

Vďaka svojej presnej technológii nastavenia tlaku plynu Huawei laserKovový laserový strihový strojMôže automaticky optimalizovať tlak plynu podľa potrieb rôznych materiálov, aby sa zabezpečila vysoká účinnosť a presnosť počas procesu rezania.